06-01-2021
ポリプロピレンからヘンドール最終製品まで

私たちは、製品の設計と製造には、多くの専門知識と職人技が必要だと考えています。この5回シリーズのブログでは、ヘンドールの製造工程について詳しく説明することを目的としています。ヘンドールのポンプとフィルターは、ポリプロピレン(PP)からどのようにして最終製品になるのでしょうか。ステップ1:射出成形
射出成形とは?
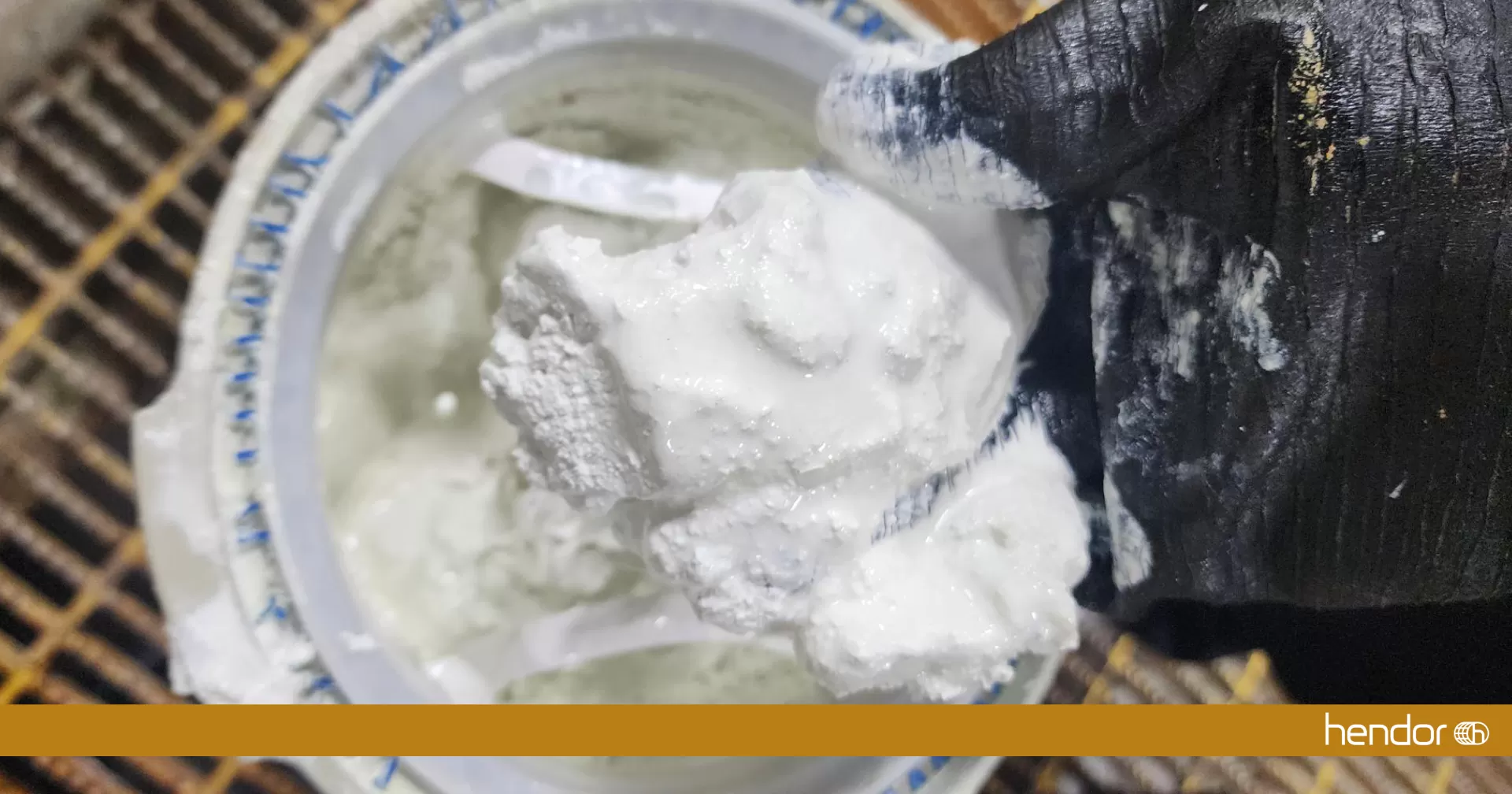
ヘンダー本社では、製品に使用するPPやPVDFの部品の多くを射出成形しています。つまり、射出成形とは、顆粒を高温で溶かし、金型に押し込む工程です。冷却後、特定のポンプ部品やフィルター部品が出来上がります。実際の射出成形プロセスを始める前に、考慮すべき重要な要素がいくつかあります:- 温度 - 再結晶化 - 原材料 - 添加物
射出成形の主な決定要因
論理的には、どの製品もさまざまな用途に使用できます。お客様の製品の用途、つまりポンプやフィルターで濾過される特定の化学溶液に応じて、原材料と添加物の配合を指定する必要があります。この配合によって、溶融温度と冷却時間が決まります。冷却時間については、この段階で適切な時間をかけることが非常に重要である。時間が短すぎると、材料の内部がまだ温かく、そのため形状が変形してしまうことがある。また、内部張力が発生し、製品の耐薬品性が低下することもある。
私たちは、完全に自社で製造されているすべての製品の仕様を持っています。私たちの専門家チームは、これらのガイドラインが高品質の要求を満たしていることを確認しています。これらの要件は、基材と添加物の混合物、温度仕様、冷却時間から構成されています。
PPは耐薬品性に優れ、高温用途に適した丈夫な素材だからです。我々は、ヨーロッパで生産された高品質のPPグラニュレートのみを使用しています。溶融する前に、PP粒状物の分析証明書をチェックし、当社の製品に適していることを確認します。
私たちは、完全に自社で製造されているすべての製品の仕様を持っています。私たちの専門家チームは、これらのガイドラインが高品質の要求を満たしていることを確認しています。これらの要件は、基材と添加物の混合物、温度仕様、冷却時間から構成されています。
PPは耐薬品性に優れ、高温用途に適した丈夫な素材だからです。我々は、ヨーロッパで生産された高品質のPPグラニュレートのみを使用しています。溶融する前に、PP粒状物の分析証明書をチェックし、当社の製品に適していることを確認します。
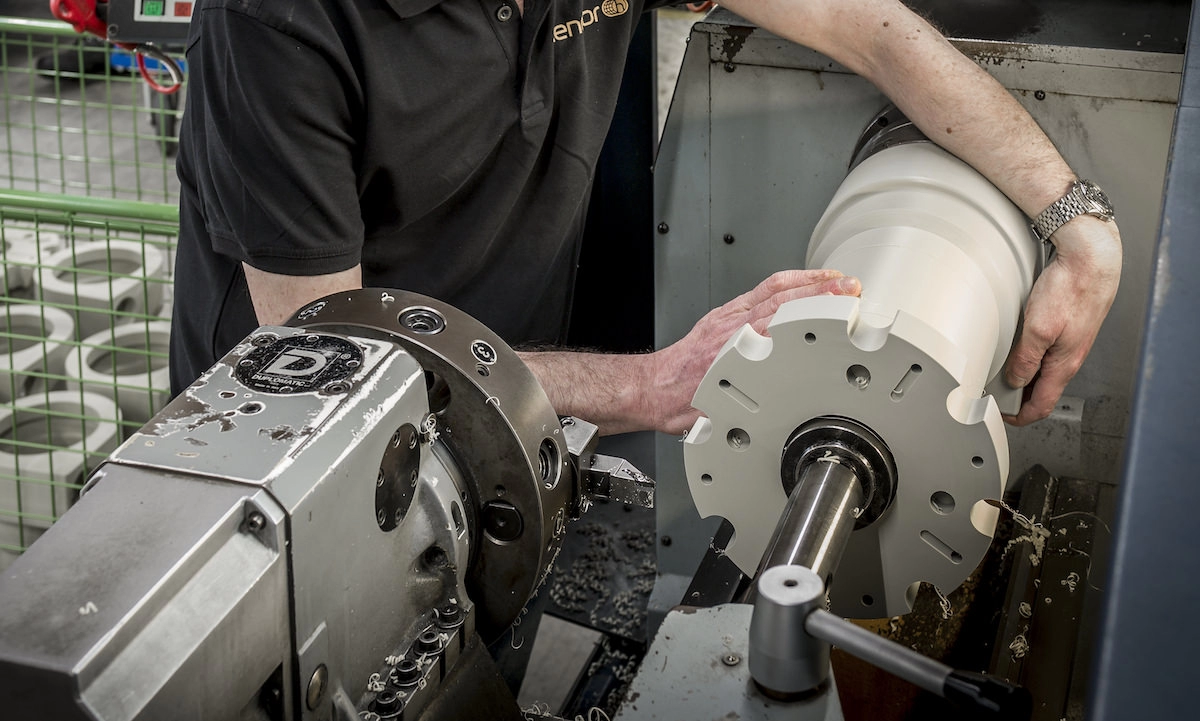
実際の射出成形工程
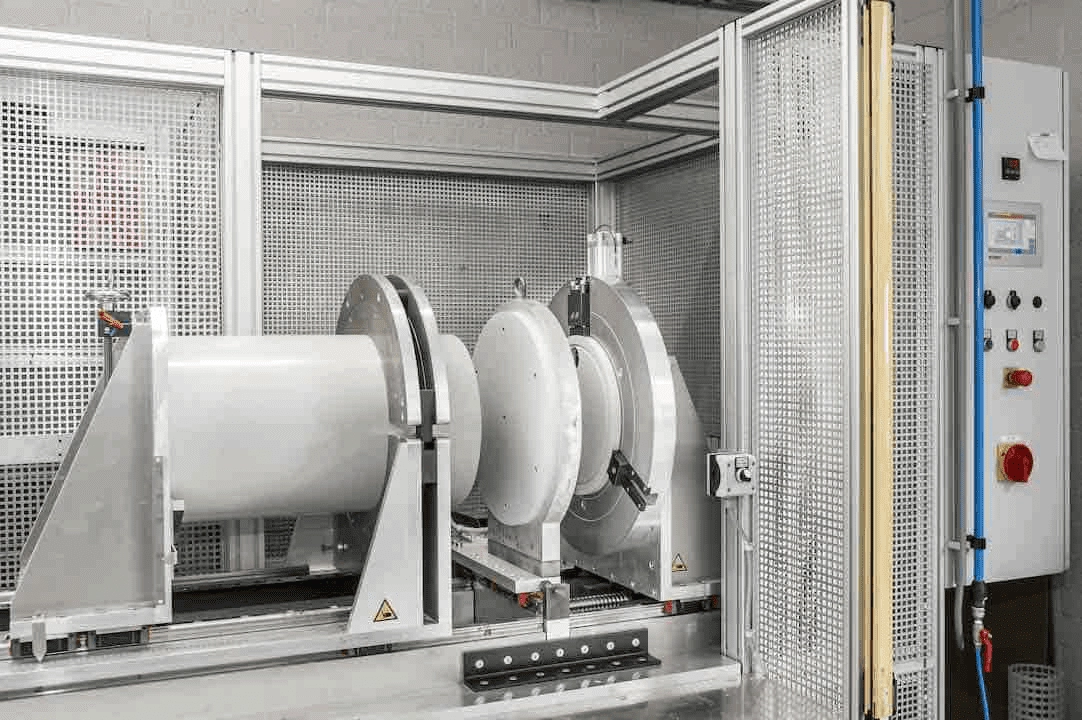
造粒物と添加物の適切な混合物が機械に投入される。毎回、計算された量のこの混合物が「溶解室」に運ばれる。そこで220~240℃の温度で溶融する。°C.その後、溶融した材料を高圧で金型に押し込む。この金型では、冷却時間を長くするために冷却燃料が加えられる。その後、金型が開き、部品を取り出すことができる。その後、金型が開き、部品を取り出すことができる。ポンプやフィルター部品の射出成形にかかる時間は、合計で約5分です。ヘンドールでは、射出成形した部品をすぐに使用することはありません。材料の種類や厚さにもよりますが、休息時間は2週間から2ヶ月かかります。こうすることで、部品が完全に固まるのを確認しています。さらに、内部の張力を取り除くために、製品の焼き戻しを行います。最後に、必要な寸法を確保するために製品を仕上げます。これは、残りの生産工程に不可欠です。
次回のブログでは、ヘンダー最終製品を製造するための第2ステップについて詳しく説明する。LinkedInのフォローをお忘れなく。
次回のブログでは、ヘンダー最終製品を製造するための第2ステップについて詳しく説明する。LinkedInのフォローをお忘れなく。